{kind=link}
مفاهیم اولیه در شناخت سی ان سی 
سى ان سى مخفف کلمات هدایت عددى به کمک رایانه است(computer numerical control -CNC)به این معنا که طرح تهیه شده به وسیله یک نرم افزار طراحى به کمک رایانه (computer aided design software -CAD) را به عداد تبدیل مى کند ، عداد هدایت محورهایى را به دست مى گیرند که منجربه حرکت بر اساس یک منحنى خاص مى شود و در نهایت این حرکات باعث براده بردارى و یا حرکت و عمل خاصى به شکل خودکار مى شود .
زبان مشترک بین تمام اجزا سى ان سى جى کد است که مجموعه اى از فرمان ها را بین آن ها رد و بدل مى کند، کد ها در یک فایل متنى ساده مانند نوت پد یا ورلد ذخیره و بین اجزا ماشین سى ان سى مبادله مى شوند .فرمان هاى جى کد از ترکیب یک عدد و حرف جى انگلیسى به همراه سایر حروف که هر یک معنى خاصى دارند تشکیل شده است(G23,G95 ) اشنایى با جى کد و دستور هاى آن بحث دیگرى است که ما در حال حاضر قصد پرداختن به جزیئات آن را نداریم ،فقط در نظر داشته باشید کل فرایند سى ان سى با این کد ها انجام مى شود . در آینده امیدوارم امکان اشنایى با جى کد به صورت جداگانه و به صورت یک سر فصل فراهم شود .
در ماشین هاى سى ان سى ، محورها مى توانند ۶،۵،۴،٣،٢ و یا حتا بیشتر باشند ، بنا به نوع ماشین و کاربرى آن این تعداد متغیر است . البته هر چقدر تعداد محور ها بیشتر باشد ، ماشین و نرم افزارهامربوطه پیچیده تر و گرانتر هستند .
براى مثال ، ماشین هاى برش لیزر و برش با آب ، تراش هاى سى ان سى معمولى دو محور فعال دارند ، فرز ها سه تا شش محور ، چاپگر هاى فیلمانى سه محور اصلى و یک محور تزریق و بازو هاى خط تولید بیش از شش محور دارند . این کلیت ماشین هاى هدایت عددى یا سى ان سى مى باشد . اما در عمل این فرایند ، از یک مجموعه سخت افزار و نرم افزار تشکیل شده که در ادامه به به بررسى آن ها خواهیم پرداخت .
ماشین هاى هدایت عددى ، سال هاست در کنار ما به انجام عملیات مشغولند ، هر چند ظاهر آن ها با ماشین هاى تراش و فرز که ما از سى ان سى متصور هستیم خیلى متفاوت است . آشنا ترین آن ها دستگاه پخش و ضبط لوح فشرده است که با آن به موسیقى گوش مى دهیم و برنامه اى را ضبط مى کنیم و یا چاپگر کاغذ روى میز کار ما ، ماشین هاى دریافت پول از بانک تا ماشین هاى پیچیده تر نظیر روبوت هاى خط تولید و یا روبوت هاى کارگر و نظامى . تمام این ماشین ها بر مبناى سامانه هدایت عددى با رایانه انجام وظیفه مى کنند ، البته در این مطالب ما آن گروهى از ماشین ها که براى شکل دهى ، برش ، ساخت قطعات از آن ها استفاده مى شود را در نظر داریم ، نظیر فرز هاى ستونى ، دروازه اى ، تراش سى ان سى ، چاپگر هاى سه بعدى یا ماشین هایی از این قبیل که براى فرم دهى و یا برش مواد بکار مى روند ، اشاره به تنوع این ماشین ها براى این منظوربود که وقتى صحبت از ماشین هاى سى ان سى مى شود ، آن ها را محدود به فرز و تراش نکنیم .
ماشین ها سى ان سى در مجموع ، جداى از این که چه عملى را انجام مى دهند ، در فرایند استفاده ، هدایت و انجام کار ، از روند زیر که شامل اجزا و بخش هاى نرم افزارى و سخت افزارى است ،پیروى مى کنند .
١- نوع عمل مورد نیاز نظیر تراشکارى ، فرزکارى ، چاپ سه بعدى و یا هر عملى که انجام دقیق و خودکار آن را خواهانیم
٢- برنامه اى که این عملیات بر اساس آن نوشته یا تهیه مى شود و تمام فرامین ، حرکت ها و عملیات اجرائى را هدایت و به سر انجام مى رساند. این برنامه مى تواند به صورت دستى نوشته شود و یا از طریق یک نرم افزار واسط تهیه شود
٣- نرم افزارى که برنامه نوشته شده یا تولید شده را به ماشین سى ان سى انتقال دهد و در حقیقت رابطى است بین کار بر و ماشین تا عملیات نظارت و هدایت شود
۴- ماشین هدایت عددى یا سى ان سى که در نهایت برایند تمام عملیات را به صورت تولید قطعه یا برش و براده بردارى و یا هر عملى که براى آن برنامه ریزى شده است انجام مى دهد ،
اگر این مراحل را خلاصه کنیم ، این فرایند به این صورت خواهد بود :
۱- مشخص کردن نیاز کاری
۲- تهیه جی کد بر اساس این نیاز کاری
۳- انتقال جی کد به ماشین
۴-تولید قطعه
برای آشنایی بیشتر با این فرایند چهارگانه ، در ادامهبه تشریح آنها می پردازیم .
اولین مرحله در فرایند کار با ماشین های سی ان سی نوع کاری است که می خواهید انجام دهید ، این که چه عملیات ماشین کاری را برنامه ریزی کرده اید ، شما می خواهید قطعه ای را برش دو بعدی بدهید یا حکاکی حروف بکنید ، طرحی از صورت انسان را حکاکی کنید یا کمی پیچیده تر ، یک مجسمه سه بعدی بسازید ؟
هر یک از این عملیات ماشین کاری نیاز های اجرایی خود را دارد ،
یعنی هم طرح مورد نظر و هم نرم افزار تولید جی کد در هر یک از این موارد متفاوت است .
برای برش های محیطی انواع ورق های چوب ، مقوا و یا پلاستیک، به راحتی می توانید از یک نرم افزار cad که تولید فایل dxf می کند استفاده کرده و طرح مورد نظر را کشیده و با فرمت dxf ذخیره کرده و سپس آن را وارد نرم افزار دیگری نظیر bcnc کرده و با یک ماشین ۲ و یا ۲.۵ سی ان سی قطعه خود را تولید نمایید . کاربران پیش رفته می توانند حتا به صورت دستی جی کد مورد نظر خود را برای اشکال این چنینی بنویسند .
وقتی خطوط یک شی پیچیده می شوند به طوری که در قالب ترسیم دوبعدی قرار نمی گیرند روش کد نویسی دستی جواب نمی دهد و
در اینجا نرم افزار های تولید کد به کمک طراح یا سازنده قطعه می اید ، حکاکی حروف روی سطوح منحنی یا نقش برجسته انواع طرح ها مختلف ، به محور سوم در ماشین سی آن سی نیاز دارد تا بتوانند همزمان ، سره بار برداری را در سه محور به حرکت در آورند . برای این منظور معمولا نرم افزار های نظیر lazy cam , art cam و ده ها نمونه مشابه دیگر قابل استفاده هستند .
در موارد دیگر نظیر تراش یک مجسمه از تمام جهات شما به طرح های سه بعدی این محصولات نیاز دارید تا با تبدیل ان ها به جی کد به وسیله ماشین های سی ان سی ۴ یا ۵ محور و حتا
بیشتر اقدام نمایید .
یک نکته در اینجا وجود دارد و آن اینکه برای طرح های دو بعدی نظیر برش های محیطی و یا سه بعدی های هندسی از روش کد نویسی دستی می توان استفاده نمود اما وقتی طرح ها از این حالت منظم خارج می شود ، بایستی از طریق نرم افزار های cad cam یا cad ( کلیه نرم افزارهای سه بعدی سازی ) ابتدا طرح مورد نظر را ایجاد کرده و سپس با نرم افزار تولید جی کد آن را برای پردازش آماده نمایید و این از طراحی دوبعدی پیچیده تر وبه مهارت بالاتری نیاز دارد .
البته شما می توانید از طرح های سه بعدی دیگران استفاده نموده و یا از اسکن سه بعدی برای تولیدطرح اولیه استفاده کنید و اگر امکان آن هم فراهم نبود ، جی کد های آماده را به کار ببرید . بیشتر ماشین های سی آن سی تجاری به همراه تعدادی از این طرحها بفروش می رسند که برای تمرین و آشنایی با ماشین مفید هستند .
بنابر این ، وقتی صحبت از تولید باماشین های سی آن سی می شود ، این یک فرایند است و شما تنها با ساخت و یا خرید یک ماشین
امکان کار با آن را ندارید . در ابتدا نیاز به نرم افزار طراحی سه بعدی داشته و در ادامه نرم افزاری که این طرح ها را متناسب با پردازنده ماشین به جی کد تبدیل کند و در نهایت نرم افزاری که ماشین را برای تولید قطعه هدایت کند .
نکته جالب اینکه در مجموع برای طرح های که از دو و یا سه محور برای تولید آن ها استفاده می شود ،ده ها نرم افزار رایگان به همراه پردازنده های ارزان قیمت برای طراحی ، تولید جی کد و هدایت ماشین وجود دارد .اما با افزایش محورها نه تنها قیمت ها به صورت تصاعدی بالا می رود بلکه استفاده از آن ها هم به آموزش و مهارت بالا نیاز دارد .
.گاهی نرم افزار طراحی و یا تولید جی کد برای یک ماشین چهار یا پنج محور متوسط ،از قیمت خود ماشین گرانتر است
بعد از آماده سازی جی کد قطعه مورد نظر ، مرحله اجرای عملیات ماشین کاری آغاز می شود .
برای انتقال جی کد به ماشین از نرم افزار هدایت ماشین غیر رایگان نظیر mach3 مچ۳, تایپ تیری Type3 ، و یا رایگان نظیر گربل کنترلر Grbl controller ، بی سی ان سی bCNC و نظایر آن ها استفاده می شود .
نکته مهم در این مرحله نوع پردازنده ماشین سی ان سی است ، چرا که جی کد مورد نظر بایستی قابلیت انطباق با کامپایلر پردازنده مورد نظر را داشته باشد ، برای مثال اگر پردازنده زیمنس ، فانوک یا اردینو باشد ، جی کد بایستی براساس نیاز های برنامه نویسی کامپایلر این پردازنده ها آماده شود . بیشتر برنامه های حرفهای تولید جی کد هنگام ذخیره کردن جی کد این امکان را برای کاربر فراهم می کنند تا بر اساس نوع پردازنده ، جی کد را ذخیره کند و این امکان گاهی ده ها پردازنده با کامپایلر های مختلف را پشتیبانی می کند . در حقیقت برنامه ای که طیف وسیعی از این پردازنده ها را پشتیبانی کند ، گرانتر خواهد بود و برعکس .
در میان پردازنده های گران قیمت و حرفه ای به فانوک fanuc , زیمنس Siemens می توان اشاره کرد که در تمام ماشین های بزرگ, متوسط و حتا کوچک سی ان سی استفاده می شوند اما به دلیل قیمت بالا و مشکلات تهیه آن ها در اینجا مورد نظر ما نیستند ، اما پردازنده های دیگری وجود دارند که هم دسترسی به آن ها راحتر است و هم قیمت پایینی دارند و برای استفاده در ماشین های متوسط و کوچک بسیار کارا و مناسب هستند .
دو تا از معروف ترین این پردازنده ها
بردهای اردینو Arduino و مچ ۳ mach3 می باشند که در بین کاربران خانگی ویا سازندگان ماشین های کوچک سی آن سی و چاپگرهای سه بعدی به لحاظ قیمت بسیار پایین و هم در دسترس بودن از محبوبیت فراوان برخوردار است . بخصوص پردازنده های اردینو که هم قیمت بسیار پایینی دارند و هم تعداد زیادی ماژول سخت افزار و نرم افزار رایگان برای استفاده از آن ها موجود است و انجمن های برخط زیادی برای پشتیبانی از آن ها وجود دارد .
وظیفه اصلی نرم افزار های هدایت ماشین ، انتقال جی کد به پردازنده ، نظارت بر انجام این عملیات ، تنظیمات ماشین و در مجموع کمک به کاربر برای انجام درست و دقیق این فرایند می باشد . رابط کار بری interface این نرم افزار ها در نسخه های غیر رایگان معمولا امکانات بسیار زیادی را در اختیار کار بر قرار می دهد . نصب این برنامه ها به راحتی انجام می شود و یک گروه حرفه ای پشتیبانی از آن را به عهده دارند و این باعث سادگی و راحتی استفاده از آن ها می شود ، درحالی که در نسخه های رایگان این فرایند به سهولت آن ها نیست و برای نصب ، تنظیمات واستفاده از نرم افزار به مهارت و تسلط بیشتری نیاز است ، رابط کاربری آن ها تنظیمات زیادی را در اختیار کار بر قرار نمی دهد و گاهی حین کار خطاها یی را بوجود می آورند ، اما در مجموع برای ماشین های کوچک و خانگی با توجه به رایگان بودن آنها ، بسیار کارا و ارزشمند هستند .
به همین دلیل در چاپگر های تزریقی و سی ان سی های کوچک به فراوانی استفاده می شوند و در مجموع عملکرد رضایت بخشی دارند .
لازم به یادآوری است بعضی از برنامه ها دو کارکرد دارند ، اینگونه برنامه ها هم تولید جی کد می کنند و هم می توان از آن ها برای هدایت ماشین استفاده کرد نظیر بی سی ان سی bCNC که فایل ها را به صورت دی ایکس اف می پذیرد و با آن می توان ماشین های متوسطه وکوچک سه محور فرز و یا برش لیزر را هدایت کرد .
البته در ماشین های بزرگ معمولا از برنامه های جدا برای ، طراحی ، تولید جی کد و هدایت ماشین استفاده می کنند .
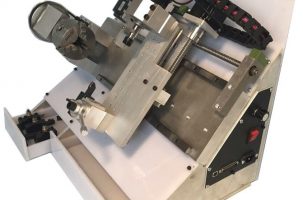
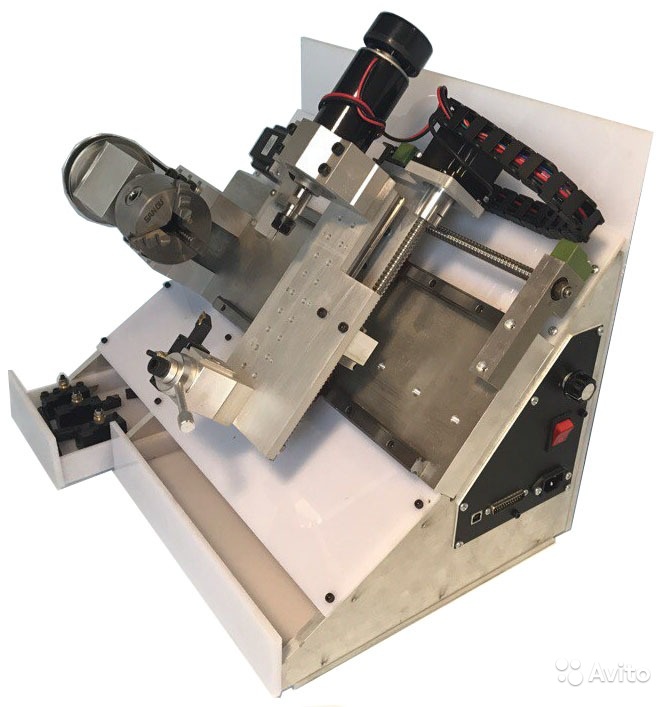
اجزا و ساختار ماشین
مرحله نهایی در فرایند تولید قطعات با ماشین های سی ان سی ، تبدیل برنامه به حرکات فیزیکی برای برش ، شکل دهی یا تراش قطعات می باشد.
برای این منظور مجموعه ای از موتور های پله ای ، ریل ها و پیچ های مهره ساچمه ، تسمه ها ، چرخدنده های شانه ای و اجزا این چنینی درگیر فرایندی می شوند که به تولید قطعات منجر می شود .
شکل کلی ماشین ، تعداد محورها ، نوع ریل ها و موتور های پله ای و دیگر اجزا مورد اشاره در بالا در هر ماشین سی ان سی ، تابع
نوع کاری است که برای آن طراحی شده است .
به طور کلی به هر مقدار که ماشین سی ان سی در گیر براده برداری مستقیم یا شکل دهی به مواد سختر باشد ، به ساختار محکم تری نیاز دارد ، در این ماشین ها مواد و یا فلز خام با عملیات ماشینکاری به قطعه مورد نظر تبدل می شود و به این ترتیب هر قدر ماده مورد استفاده سختر باشد ، سرعت عملیات پایین تر و زمان عملیات ماشین کاری طولانی تر است.
در مقابل ماشین هایی که به صورت مستقیم در گیر براده برداری نیستند ، و یا روی مواد سبک نظیر چوب و پلاستیک عملیات ماشین کاری انجام می دهند مانند ماشین های برش چوب ، برش لیزری ، برش با آب و یا چاپگر های سه بعدی و نظیر این ها که فشار روی کله گی ماشین زیاد نیست ، به طور معمول از سرعت بالا و ساختار سبک تری بر خوردارند .
تعداد محورها هم به همین ترتیب از روند بالا پیروی می کنند به این شکل که در ماشین های براده برداری محورهای بیشتری درگیر کار هستند و در ماشین های برش لیزری و برش آب معمولا محور ها به دو محور ایکس و وای خلاصه می شوند.
در مجموع برای تبدیل جی کد به قطعه نهایی ، تعداد زیادی موتور ، شفت ، ریل و کلید های محدودیت حرکت به صورت برنامه ریزی شده محور ها ی ماشین را به حرکت در می آورند .در این جا به مهمترین آن ها به طور خلاصه اشاره می کنیم.
برای شروع و تشریح این این اجزا از موتور های پله ای شروع می کنیم :
• این موتور ها رابط بین ماشین و پردازنده سی ان سی به وسیله راه انداز ( درایور ) هستند . موتور پله ای سیگنال دریافتی از پردازنده را به حرکت دورانی برنامه ریزی شده و قابل تنظیم با دقت بالا تبدیل می کند ،موتور های پله ای بر اساس ابعاد ، توان و تعداد پله ها و چندین مشخصه دیگر تقسیم بندی می شوند نظیر درجه حرارتی که موتور می تواند تحمل کند ، وزن ، تعداد سیم ، ولتاژ ، آمپر …که سه تا از مهمترین آن ها عبارتند :
۱- مشخصه فیزیکی ابعاد که برای نشان دادن این ابعاد به صورت تجاری از اصطلاح نما NEMA
برای تقسیم بندی ابعادی موتور ها استفاده می شود ، مثلا نما۱۴ یا ۱۷ یا ۲۳ که برای نمونه موتور پله ای نما ۲۳ بیانگر موتور پله ای به ابعاد۱۱۲ ~۴۱*۵۶.۴ * ۵۶.۴
میلیمتر می باشد ، ابعاد عرض و ارتفاع ثابت و طول بر اساس توان و گشتاور موتور تغییر می کند .
۲- گشتاور موتور های پله ای که بر اساس کیلو گرم بر سانتیمتر kg/cm و یا نیوتون بر متر Nmمی باشد , که در نمونه مورد اشاره در موتور پله ای نما ۲۳ با توجه به سایر مشخصات از ۳.۲ تا ۲۸ کیلوگرم بر سانتیمتر یا ۳. تا ۲.۷ نیوتون متر متغیر است .
۳- تعداد پله ها ، که نشانگر دقت موتور می باشد مانند ۲۰۰پله که در یک دور کامل دارای ۲۰۰ موقعیت ۱.۶ درجه است ، یعنی یک دوران کامل را که ۳۶۰ درجه است ،طی ۲۰۰ حرکت ۱.۶ درجه دوران می کند . به هر مقدار که تعداد این پله ها بیشتر باشد ، دقت موتور بالاتر است( برای دقت های خیلی بالا از سروو موتور استفاده می کنند که در این مطلب مورد نظر نمی باشند ) .
• قطعه بعدی پیچ ها ی مهره ساچمه ، چرخدنده های شانه ای و یا تسمه های هستند که حرکت موتور پله ای را به ریل ها انتقال می دهند .
اگر در ماشینی سرعت بالا و قدرت پایین نیاز باشد از پولی و تسمه دندانها دار برای انتقال حرکت استفاده می کنند . در بیشتر چاپگر های تزریقی از این روش استفاده می شود ، دقت این گونه ماشین ها خیلی بالا نیست.
روش دیگر که سرعت و قدرت قابل قبول را ارائه می دهد ، استفاده از چرخدنده و چرخدنده شانه ای برای انتقال حرکت است که در ماشین های برش لیزر و برش آب و فرز کنده کاری چوب به صورت صنعتی مورد استفاده قرار می گیرند .
اگر در ماشین سی ان سی به دقت و توان خیلی بالا نیاز باشد ، از پیچ های مهره ساچمه ( بال اسکرو ) استفاده می شود ، سرعت در این پیچ های مهره ساچمه بالا نیست با این حال در مقایسه با تسمه و چرخدنده بسیار دقیق و توانمند است اما به دلیل قیمت خیلی بالا در ماشین های ارزان قیمت استفاده نمی شود .